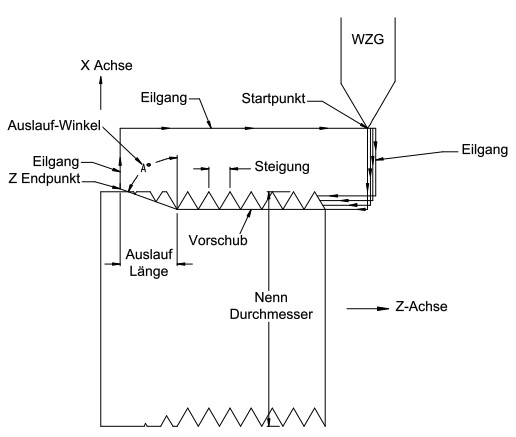
Gewindezyklus G76
Mit dem Gewindezyklus werden Gewinde in mehreren Schnitten mit vier verschiedenen Schnitt-
methoden hergestellt. Der Einfachheit halber empfehlen wir eine Programmierung im Dialog.
Das gewandelte Ergebnis für ein Gewinde M30 X 2 sehen Sie unten. Weitere Informationen unter
O1003 (GEWINDEZYKLUS M30X2)
(erzeugt aus Dialog - Programm)
G21 G93
G14
P156=50
P157=30
G986
N1 G40 G501 G550 G569 G80
T0101
T[1*100+P260]
M6
T0101
G99 F.3
G50 S1200
G96 S70
M3
M8
N2 (Auslauflänge)P103=4
(Auslaufwinkel)P104=90
(Schlichtmaß)P130=.1
(Anzahl Schlichtschnitte)P131=0
(Durchmesser) P91=30
(Steigung) P101=2
(Spitzenwinkel) P108=60
P92=P262
P262=0
G65 G42 G0 XC0 ZC0 R2 AB[90-P108⁄2]
G65 X0 Z0
P124=ABS[P209]*2-P261
G65 G40 R2 AB[90+P108⁄2]
P262=P92
G0 X33 Z5
P140=5
P139=33
P106=P101⁄[2*TAN[P108⁄2]]-P124
IF PB397=0 THEN P124=P91-2*P106
IF PB397=0 THEN IF P139<P91 THEN P124=P91+2*P106
IF PB397<>0 THEN p92=tan[90-p108⁄2]*p101⁄2
IF PB397<>0 THEN if p91<0 then p92=-p92 p124=-p124
IF PB397<>0 THEN if abs[p139]>abs[p91] then p91=p91-[1.75*p92] + [p124*2] (root)
IF PB397<>0 THEN if abs[p139]>abs[p91] then p106=abs[.875*p92] - abs[p124] (height)
IF PB397<>0 THEN if abs[p139]<abs[p91] then p91=p91+[.25*p92] - [p124*2] (root)
IF PB397<>0 THEN if abs[p139]<abs[p91] then p106=abs[.75*p92] - abs[p124] (height)
IF PB397<>0 THEN p124=p91
G76 Z-35 Q0 F2 X[P124] K[P106] A60 D.3 P1
N3 M5
M9
(END OF O1003)
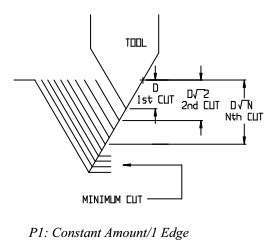
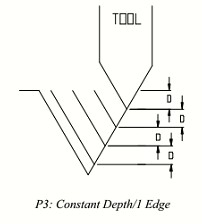
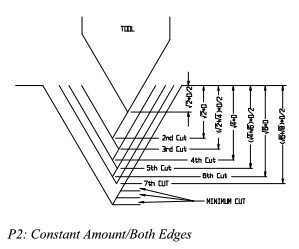
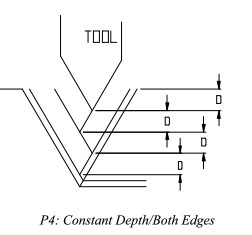
Es gibt 4 Zustellmethoden im Mehrfachzyklus:
| Konstanter Querschnitt ⁄ einseitig | Konstante Zustellung (Tiefe ) ⁄ einseitig |
 |
 |
| Konstanter Querschnitt ⁄ beidseitig | Konstante Zustellung (Tiefe ) ⁄ beidseitig |
 |
 |
Weiter Informationen unter >>>> F1 ( Mehrf ) Mehrfach-Zyklus <<<<