Ermitteln eines Werkstück-Nullpunktes ( Handrad - Modus )
Eine Nullpunktverschiebung verschiebt den Maschinen-Nullpunkt auf eine Ecke des Werstückes.
So kann das Werkstück bezogen auf diesen Werkstück-Nullpunkt programmiert werden.
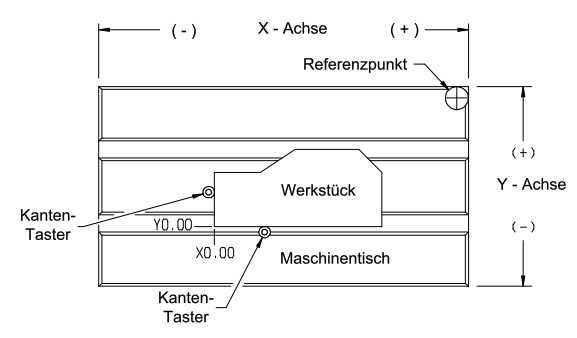
Vorgang für das obige Beispiel-Werkstück:
Setzen Sie einen 10 mm Kantentaster in die Spindel ein und tasten Sie per Handrad die linke Werkstückkante an. Drücken Sie dann F7 ( G540-X ). In diesem Fall befindet sich der Mittelpunkt
des Taster in Minus-Richtung zum Werstück. Geben Sie -5.0 in das Eingabefenster ein und
bestätigen Sie mit Enter.
Die aktuelle Anzeige steht jetzt auf X-005.000.
Wiederholen Sie diesen Vorgang für die Y-Achse.
Zur Prüfung des Nullpunktes wechseln Sie nach F5 im Hauptmenü.
Geben Sie ein: G0X0Y0 gefolgt von Enter und Cycle Start.
Die Achsen fahren im Eilgang zum gesetzten Nullpunkt.
Achtung: Das Werkzeug oder der Taster sollten sich über dem Werkstück befinden