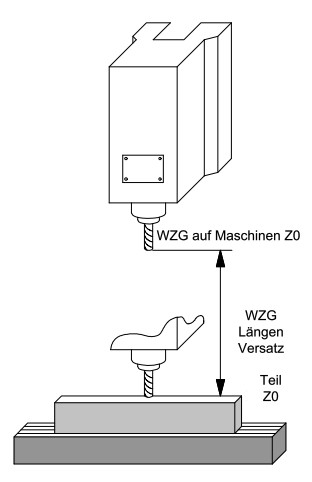
Ermitteln von Werkzeuglängen ( Handrad - Modus )
Die Werkzeuglänge oder H-Offset wird benutzt, um die Distanz zwischen dem Referenzpunkt
in Z und der Werkstück-Null-Kante zu kompensieren.
1. Bereiten Sie die Werkzeuge für die Bearbeitung vor.
2. Um den Offset für Werkzeug 1 zu ermitteln, geben Sie in MDI den Befehl M6T1 ein.
3. Durch Drücken von Enter und Cycle Start wird WZG 1 eingewechselt.
3. Durch Drücken von Enter und Cycle Start wird WZG 1 eingewechselt.
4. Tauschen Sie jetzt das WZG in der Spindel gegen Ihr neues WZG 1 aus.
5. Bewegen Sie das Werkzeug mittels Handrad in Z zu der Werkstückoberkante oder Messdose.
(Werkstück-Nullpunkt in der Z Achse )
6. Wählen Sie F6 - Z-WZG.
5. Bewegen Sie das Werkzeug mittels Handrad in Z zu der Werkstückoberkante oder Messdose.
(Werkstück-Nullpunkt in der Z Achse )
6. Wählen Sie F6 - Z-WZG.
7. Geben Sie in das Eingabefenster die Z-Position eine und bestätigen Sie mit Enter.
8. Die Länge für WZG 1 ist nun automatisch übernommen.
8. Die Länge für WZG 1 ist nun automatisch übernommen.
Verfahren Sie mit den nächsten Werkzeugen entsprechend.
Änderungen können manuell in der WZG-Tabelle ( F7 Param - F3 WZG ) vorgenommen werden.
Änderungen können manuell in der WZG-Tabelle ( F7 Param - F3 WZG ) vorgenommen werden.