Dialogprogrammierung
Dieser Abschnitt enhält Diagramme der Dialog-Eingabefenster und die entsprechenden Erklärungen dazu. Es werden nicht alle möglichen Kombinationen der Eingabefenster dargestellt und erklärt, da die meisten Fenstereingaben selbsterklärend sind und keiner weiteren Beschreibung bedürfen.
Felder mit erforderlichen Eingaben sind roter Schrift markiert und wechseln nach einer Eingabe in schwarz.
Dialogprogramme werden immer mit der Erweiterung *.CNV abgespeichert
Zu jedem Dialogprogramm gehört eine Textprogramm, das den verarbeitbaren Code enthält.
Das verarbeitbare CNC-Textprogramm wird aus dem Dialogprogramm erstellt. Änderungen in einem Dialog-Programm erstellen automatisch ein neues Textprogramm, das die entsprechenden Änderungen enthält. Das Textprogramm kann angezeigt und geändert werden.
Hinweis: Diese Änderungen werden nicht in das Dialogprogramm zurückgeführt.
Werden nach einer Änderung im Textprogramm Änderungen in dem dazugehörigen Dialogprogramm vorgenommen, wird das Programm neu erstellt und Ihre zuvor vorgenommenen Änderungen am Text- programm durch das Neu-Posten überschrieben.
Wählen Sie F8 Programm - F2 Dialog - F2 Neu, geben Sie eine Programmnummer oder einen Namen ein und bestätigen Sie mit Enter. Das Programm Setup-Fenster öffnet sich. Dieses Fenster erscheint am Anfang eines jeden neuen Programmes.
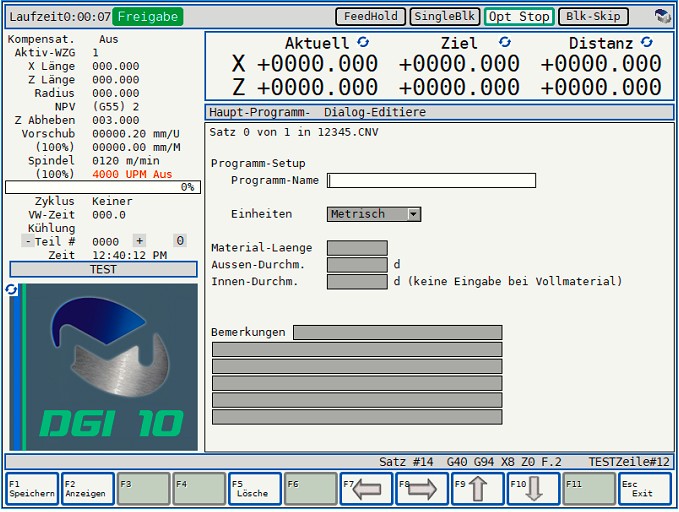
Unter Programm Name kann eine Zeichnungsnummer oder ein Name für das Teil eingeben werden. Mit Einheiten bestimmen Sie, ob Sie in Metrisch oder Zoll arbeiten wollen.
Für die Grafik kann das Rohteil mit Länge, Aussendurchmesser und Ooptional mit einer Bohrung definiert werden
Die Dateneingabe wird immer mit dem Befehl F1 Speichern abgeschlossen. Erhalten Sie für ein Eingabefeld die Option F3 Wechseln, so können für dieses Feld weitere Optionen ausgewählt werden.
Inhaltsverzeichnis: