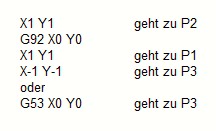
Maschinenkoordinatensystem G53
Ein G53 Befehl vor einer XYZ Bewegung bewegt die Achsen relative zum Maschinen-
Nullpunkt ( Referenz-Position )
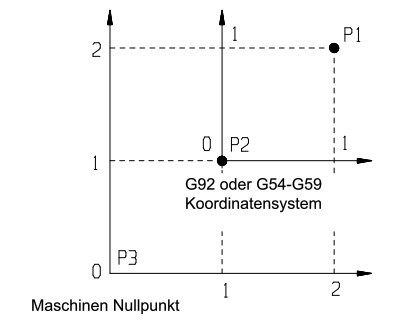
Ein Koordinatensystem dient dazu, die Werkstückdimensionen entspechend dem
Programm auszurichten.
Das Werkstück-Koordinatensystem kann mit folgenden Funktionen gesetzt werden:
1. mit einem Befehl G92 ( freier Nullpunkt )
2. mit den Befehlen G54(0) - G59(9) ( Werkstück-Nullpunkte ⁄ NP-Verschiebungen )
3. mit dem Befehl G52 ( wie freier Nullpunkt G92 jedoch bezogen auf die NPV )