Lokales Koordinatensystem G52
Der Befehl G52 ist ähnlich dem G92. Anstatt der aktuellen Position wird beim G52 der Nullpunkt
des aktuellen Werkstück-Koordinatensystem ( aktuelle NPV z.B. G540 ) benutzt.
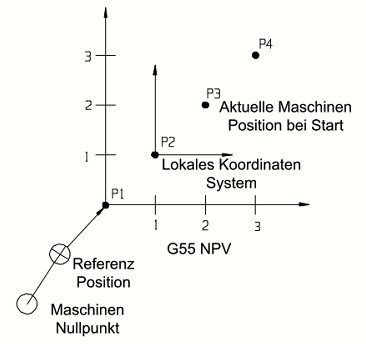
G55
X2 Y2 geht zu P3
G52 X1 Y1 setzt einen Nullpunkt auf P2, Mass relative zu P1
X1 Y1 bleibt auf P3
X2 Y2 geht zu P4
Mit G92
G55
X2 Y2
G92 X-1 Y-1 setzt Null auf P2, Mass relativ zu P3
X1 Y1 bleibt auf P3
X2 Y2 geht auf P4
Bemerkungen:
1. G52 ist Modal, das bedeutet, dass alle gesetzten Koordinaten-Systeme davon betroffen
sind.
2. Zur Abwahl von G52 geben Sie ein: G52 X0 Z0
3. G52 Offsets werden nicht durch die Achsen-Position beeinflusst. G92 Offsets werden
durch die Achsen-Position beeinflusst
4. G52 Offsets werden zu Null gesetzt nach: Einschalten der Maschine, Referenz-Fahrt,
nach Setzen von Nullpunkten in Handrad oder Jog, nach jedem G92 Befehl, beim Start
eines Programms
5. Nach Programmende werden die G52 Werte wieder auf ihre Anfangswerte zurückgesetzt