Freier Nullpunkt G92
Mit G92 wird ein freies Werkstück-Koordinaten-System eingerichtet.
G92 X.... Y.... Z..... erstellt ein neues Werkstückkoordinatensystem mit den Werten 0,0 in dem
eingegebenen Abstand von der Werkzeugspitze
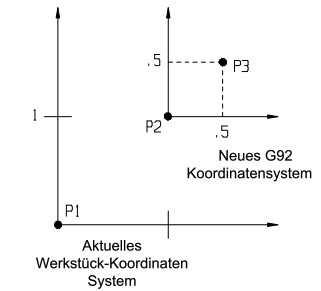
Mit dem Befehl X1 Y1 positioniert die Maschine im aktuellen Koordinatensystem auf P2,
ein G92 X0 Y0 mit anschliessendem Befehl X0.5 Y0.5 positioniert die Maschine auf P3.
Mit dem Befehl X0 Y0 positioniert die Maschine im aktuellen Koordinatensystem auf P1,
ein G92 X1 Y1 mit anschliessendem Befehl X0.5 Y0.5 positioniert die Maschine auf P3.
Mit dem Befehl G92 in Unterprogrammen können Sie dieselbe Bearbeitung an
verschiedenen Positionen durchführen
Beispiel:
Hauptprogramm Unterprogramm o0002
X0 Y0 G92 X0 Y0
Call 2 ( bearbeiten bei 0,0 ) X.... Y....
X5 Y0 X.... Y....
Call 2 ( bearbeiten bei 5,0 ) X.... Y....
X5 Y5 X.... Y....
Call 2 ( bearbeiten bei 5,5 ) M99 ( zurück )