Sie haben F5 für die Durchführung eines WZG-Wechsel gewählt:
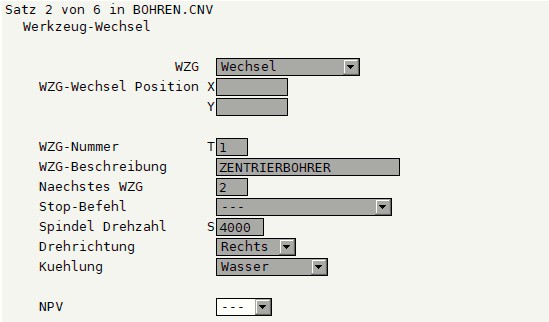
Gemäss der Eingaben im Fenster wird das Werkzeug 1 ( das hier ein ZB sein soll )
eingewechselt.
Dabei wird der Werkzeugkorrekturwert mit G43 H1 D1 automatisch aufgerufen.
Die Spindel startet mit Drehzahl 4000 Upm rechtsdrehend und das Kühlmittel wird
eingeschaltet.
Haben Sie einen Werkzeugwechsler mit Doppelarmgreifer, so wird mit der Eingabe 2 im
Feld Nächstes WZG das Werkzeug 2 im Wechsler für den nächsten WZG-Wechsel
bereitgestellt.
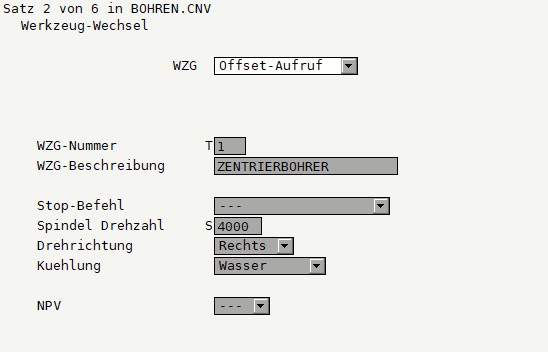
Ausserdem besteht die Möglichkeit, nur den Offset eines WZG s zu aktivieren, wenn Sie
im Feld WZG Offsetaufruf anstatt Wechsel auswählen