Informationen zur Kompensation
Das System benötigt 3 Punkte um die Kompensation zu ermitteln.
Schenken Sie der An- und Abwahl grösste Aufmerksamkeit. Der Anfahrweg muss immer grösser
sein als die zu erwartende Kompensation.
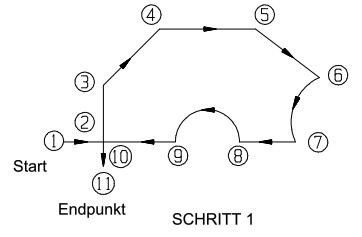
Das Bild unter Schritt 1 zeigt, dass Punkt 1 identisch ist für die kompensierte und unkompensierte
Bahn. Dies resultiert daraus, dass Punkt 1 keinen vorhergehenden Punkt zum Kompensieren hat.
Die Kompensation sollte eingeschaltet werden, bevor das Werkzeug die Werkstückkante berührt.
Um die Programmierung zu erleichtern, sollte das Werkstück nach Möglichkeit im rechten Winkel
an- und abgefahren werden. Sind Sie sich nicht sicher, machen Sie eine Skizze des Werkstücks
und der Kompensation. Drücken Sie auch bei der Programmprüfung F6 zur Anzeige von Werkstück
und Bahn. Fehler werden sofort sichtbar.
Kompensation für Aussenbearbeitung
Schritt 1: Skizze des Teils und die Reihenfolge der Punkte
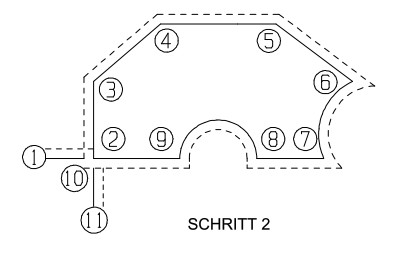
Schritt 2: Skizze der kompensierten Bahn
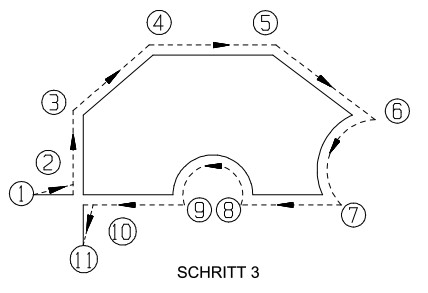
Schritt 3: Prüfen Sie das Teil auf verhandene Schnittpunkte. Fehlt auch nur 1 Schnittpunkt,
wird das Teil nicht gefräst, bis der Fehler behoben ist
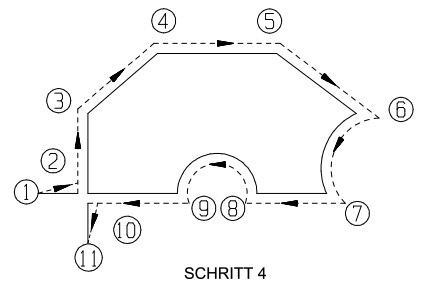
Schritt 4: Da Punkt 1 und 11 keinen vorangehenden bzw folgenden Punkt haben, sind diese
Punkte keine kompensierten Punkte. Sie erhalten daher folgende Bahn
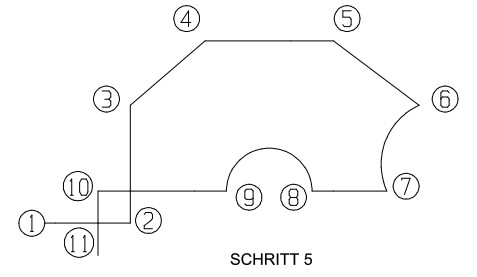
Schritt 5: Sie sehen, dass die Kontur nicht komplett kompensiert abgefahren wird, da die
An- und Abfahrt zu und von dem Teil erfolgt. In der Ecke bleiben unbearbeitete
Ecken stehen. Damit die Kontur korrekt abgefahren wird, ordnen sie die Punkte
wie folgt:
Schritt 6: Durch minimale Verschiebung der Punkte 1, 2, 10 und 11 erhalten Sie das folgende
Ergebnis:
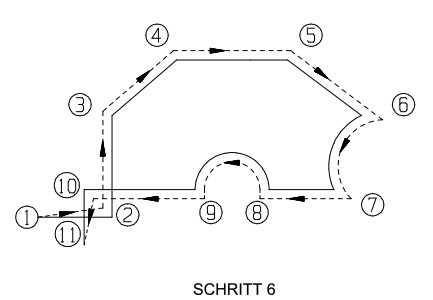
Note: In Schritt 6 wurde die Kompensation G41 links bei Punkt 2 eingeschaltet und mit G40
bei Punkt 11 abgeschaltet.
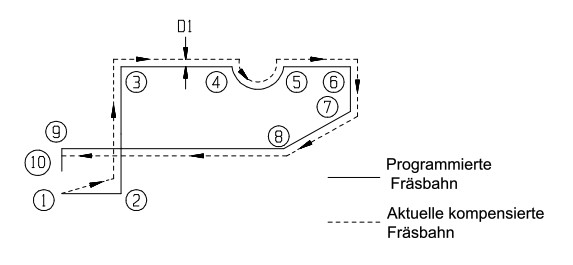
Programmierbeispiel Aussenkontur:
Die An und Abfahranweisung sollte wie folgt aussehen. Der An und Abfahrweg sollte mindestens so
gross sein wie der Fräserradius
Block # Dateneingaben
N1001 G0 X-1 Y-1
N1002 G41 X0 D1 (D Offset = WZG-Radius)
N1003 G1 Y3 F10
N1004 X3.5
N1005 G3 R.5 XC4 YC3 X4.5 Y3
N1006 G1 X6.8
N1007 Y2
N1008 X4.5 Y0
N1009 X-1
N1010 G40 Y-.5
Kompensation für Innenbearbeitung
Nur das Ändern von G41 in G42 hilft bei dieser Sache nichts. Denken Sie daran, dass zur
Kompensation immer 3 Punkte notwendig sind. Im folgenden Beispiel soll das Werkzeug
bei Punkt 1 eintauchen und bei Punkt 5 ausfahren:
Durch hinzufügen von den Zwischenpunkten 1A und 5A wird es möglich die Bahn korrekt zu kompensieren.