Kompensation ohne Bewegung G65
Der Befehl G65 kann für Beginn und Ende der Kompensation verwendet werden. G65 in
Verbindung mit Koordinaten nutzt diese für die Kompensation. Eine Bewegung wird dabei
nicht ausgeführt.
Die Eingabe kann kartesisch oder polar erfolgen:
G65 X.... Y..... Z......
G65 R..... AB.....
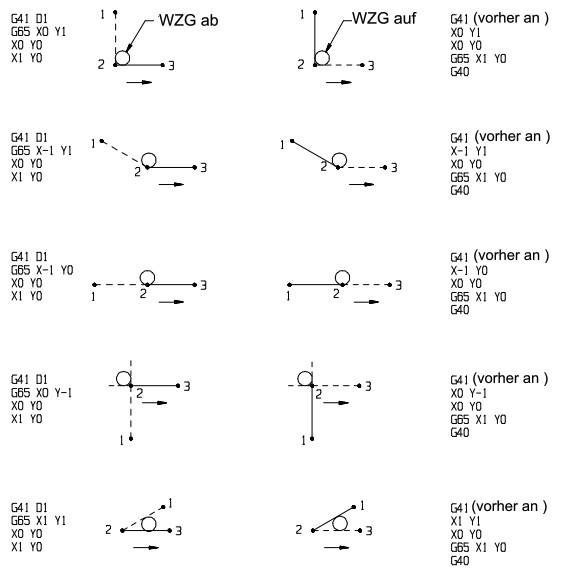
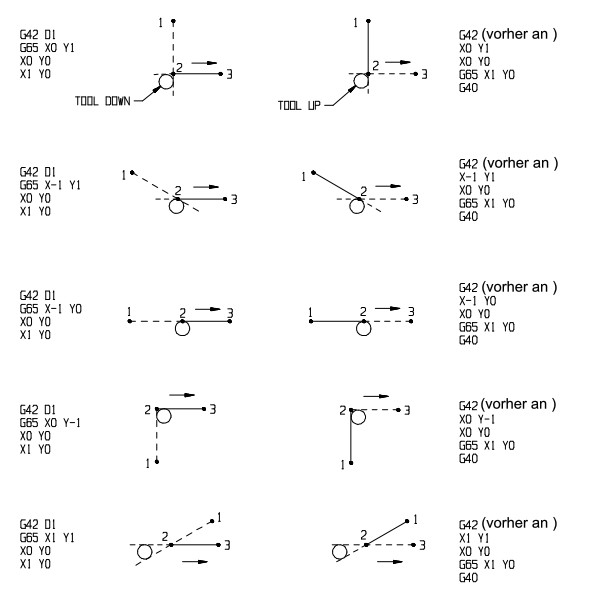
Die nachfolgenden Beispiele zeigen die Anwendung. Bei den Beispielen Eintauchen ist Punkt 2
der gewünschte Eintauchpunkt. Punkt 1 ist der Punkt zur Kompensation ohne Bewegung. Beim
Ausfahren ist Punkt 2 der Ausfahrpunkt und P3 der Punkt für die Abwahl der Kompensation
ohne Bewegung:
Starten und Beenden der Fräserradius-Kompensation
G41 Werkzeug links
D1 = WZG-Radius (vorher gesetzt in in D1)

Starten und Beenden der Fräserradius-Kompensation
G42 Werkzeug rechts
D1 = WZG-Radius (vorher gesetzt in in D1)

Beispiel
G0 X-5 Y1 Punkt für Werkstückwechsel
G41 D1 F10 Kompensation ein WZG-Offset # 1
G65 X0 Y1 Kompensation ohne Bewegung
X0 Y0
G1 Z-1 Werkzeug eintauchen
X1
Y1
X0
Y0
G65 X1 Y0 Kompensation ohne Bewegung
G40 G0 Z0 WZG Ausfahren
