Fräserradius-Kompensation G40 ⁄ G41 ⁄ G42
G40 Schneidenradiuskompensation ausgeschaltet
G41 Schneidenradiuskompensation links von der Kontur
G42 Schneidenradiuskompensation rechts von der Kontur
Siehe auch: Automatische Kompensation G45 ⁄ G46 ⁄ G47
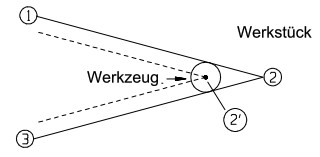
Schneidenradiuskompensation ist der Versatz der Schneide zur programmierten Bahn um den
Betrag des Schneidenradius.
Die Bahn wird mit einem Schneidenradius 0 programmiert, das heißt, das Werkstück wird mit
Zeichnungsmaßen programmiert.
Durch Eingabe des aktuellen Schneidenradius in die Werkzeugtabelle und aktivieren der Kompen-
sation kann die Steuerung automatisch den Versatz berechnen und das Werkzeug entsprechend
entlang der Kontur bewegen.
Durch das gesamte Programm zeichnet die Steuerung den letzten, den aktuellen und den nächsten
Punkt auf. Mit diesen drei Punkten, Informationen über ihre Verbindung, Schneidenradius, und ob
rechte oder linke Kompensation wirksam ist, berechnet die Steuerung den aktuellen kompensierten
Punkt. Die Steuerung benutzt dabei auch die Trig-Hilfe.
Nach erfolgreicher Berechnung eines kompensierten Punktes wird der aktuelle Punkt der voran-
gehende Punkt und der nächste Punkt wird der aktuelle Punkt. Dieser Mechanismus wird bis zum
Programmende beibehalten.
Die kompensierte Bahn muss immer Schnittpunkte haben und kann aus Linien und Bögen
bestehen. Hat die kompensierte Bahn keinen Schnittpunkt erhält man eine Fehlermeldung.
Beispiele einer kompensierten Bahn ohne Schnittpunkt
Beispiel 1
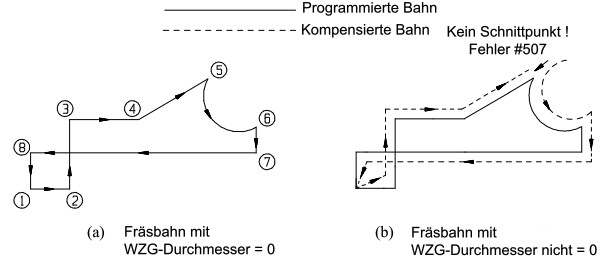
Dieses Problem löst man durch Einfügen eines Übergangsradius von 0.01 mm zwischen den
beiden Elementen am Punkt 5
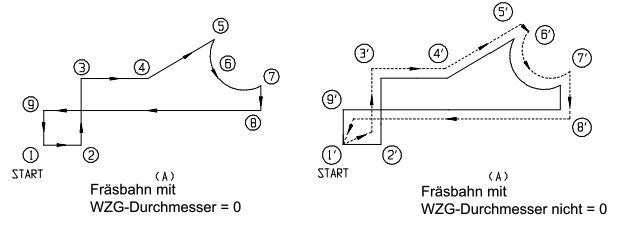
Beispiel 2

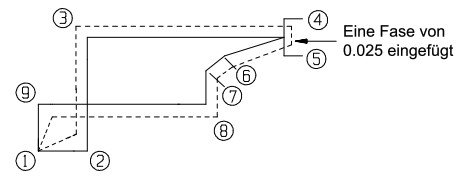
Dieses Problem löst man am einfachsten durch Einfügen eines Übergangsradius oder einer
Fase von 0.025 mm zwischen den beiden Elementen.
Das nachstehende Bild zeigt, wie die kompensierte Bahn in einem spitzen Winkel innen von dem programmierten Punkt entfernt ist