Tasche ausräumen G271
Dieser Zyklus erzeugt zunächst die Kontur mit Kompensation und Schlichtaufmass.
Dann werden Linien im Abstand der gewünschten Fräsbreite erzeugt und die Tasche ausgeräumt.
Beispielprogramm:
P145=10 (Z Vorschub)
F25 (XY Vorschub zum Ausräumen)
G271 P1234 Q1235 R.1 Z-1 D.1 I.05
( R ist die Rückzugsposition, Z die Tiefe, D die Fräsbreite, I das Schlichtaufmass )
N1234 ( P gibt den Beginn der Tasche an )
G41
G65 X0 Y1
X0 Y0
X2
Y1
G3 R1 AA-90 AB90
G1 Y4
X0
Y0
G65 X1 Y0
G40
N1235 ( Q gibt das Ende der Tasche an )
Dieses Programm erzeugt folgende Fräsbahnen:
Zum Schlichten der Kontur muss ein weiterer Fräszyklus programmiert werden. Das Schlichtmass
wird nicht berücksichtigt, wenn die Kompensation aus ist.
Notes:
1. Der Parameter " I " erfordert Kompensation. Ist die Kompensation auf der falschen Seite
wird die Tasche zu gross ausgeräumt
2. Ist der Endpunkt nicht identisch mit dem Startpunkt, wird eine Linie vom Endpunkt zum
Startpunkt hinzugefügt
3. Vorschübe und Drehzahlen in der Taschengeometrie werden ignoriert
4. Sollte die Bahn andere Geometrien kreuzen, so kann es passieren, dass die Tasche nicht
korrekt ausgeräumt wird.
5. Unter Umständen kann es erforderlich sein, dass Eintauchbohrungen gesetzt werden
müssen
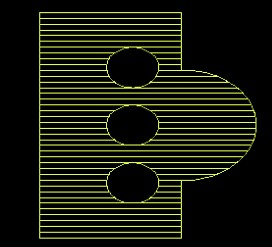
Der Zyklus kann ausserdem genutzt werden um Inseln stehen zu lassen:
Beispielprogramm:
P145=10 (Z Feedrate)
F321 (XY Feed-rate to clear the pocket)
G271 P1234 Q1235 R.1 Z-1 D.1 I.05
N1234 (The 'P' specifies the start of the pocket)
G41 G65 X0 Y1
G0 X0 Y0
G1 X2
Y1
G3 R1 AA-90 AB90
G1 Y4
X0
Y0
G65 X1 Y0
G40
P516 = 1 (Specifiles and Island)
G45 G0 X1 Y1
G2 R.3 AA180 AB180
G47
P516 = 1 (Specifiles and Island)
G45 G0 X1 Y2
G2 R.3 AA180 AB180
G47
P516 = 1 (Specifiles and Island)
G45 G0 X1 Y3
G2 R.3 AA180 AB180
G47
N1235 (The 'Q' specifies the end of the pocket)
Das Werkstück sieht wie folgt aus: