Rotation ein G68 ⁄ Rotation aus G69
Mit dem Befehl G68 wird eine programmierte Kontur um einen vordefinierten Punkt rotiert.
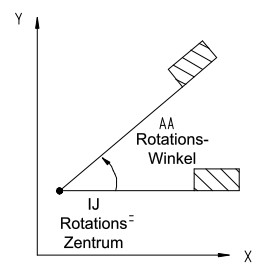
Das Zentrum wird mit den Adressen I, J und K und der Rotationswinkel mit AA definiert.
Code: G68 AA+...... I..... J..... K.....
AA+ ist linksdrehend
AA- ist rechtsdrehend
Die Werte I, J und K geben das Rotationszentrum an. Das Rotationszentrum wird bei
Programmstart automatisch auf den Werkstücknullpunkt gesetzt. Sind keine I, J und K
Werte im Satz angegeben, wird der letzte angegebene Punkt verwendet.
G69 setzt den Rotationswinkel und das Zentrum auf Null
Achten Sie auf folgendes bei der Anwendung von Rotation in Verbindung mit anderen Funktionen.
Spiegeln, Skalieren und Schneidenradius-Kompensation sind hierbei besonders zu beachten
Hier einige Grundregeln:
1. Die Kompensation sollte bei Aufruf der Rotation aus sein ( G40 )
2. Ist Skalieren an, so wird das Rotationszentrum mit skaliert, wird die Rotation vor dem
Aufruf der Skalierung ausgeführt, wird das Rotationszentrum nicht skaliert
3. Die Reihenfolge an und aus ist zuerts an und zuletzt aus:
G51.................Skalieren ein
G68.................Rotation ein
G41...................Kompensation ein
.
.
G40...................Kompensation aus
G69.................Rotation aus
G50.................Skalieren aus
4. Wird das Rotationszentrum skaliert, bleibt es skaliert bis ein neues Zentrum definiert
wird oder eine Abwahl über G69 erfolgt.
5. X, Y und Z können anstatt I, J und K für das Zentrum benutzt werden
6. R kann anstatt AA für den rotationswinkel benutzt werden