Feinbohren G76: Ausdrehen mit Spindelstop und freifahren in XY
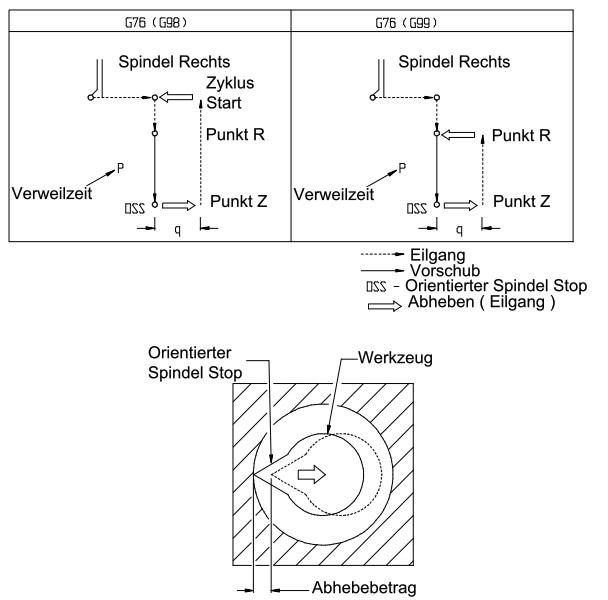
Schneide freifahren: Rückzugsbetrag in XY und Winkel werden in den Control Parametern:
" P346 Rückzugswinkel " und " P347 Abhebebetrag " eingestellt
G76 F____ P____ R____ Z____ G98⁄G99
Ablauf:
1. Eilgang auf R
2. Vorschub auf Z
3. Verweilzeit am Ende P Code
4. Spindelorientierung
5. Freifahren von XY
6. Eilgang auf Initial oder R ( G98 oder G99 )
7. Positionieren auf originale XY Position